Legato Sapient provides solutions for:
- Comprehensive machine data acquisition for heterogeneous and homogeneous machine parks with more than 2000 machines
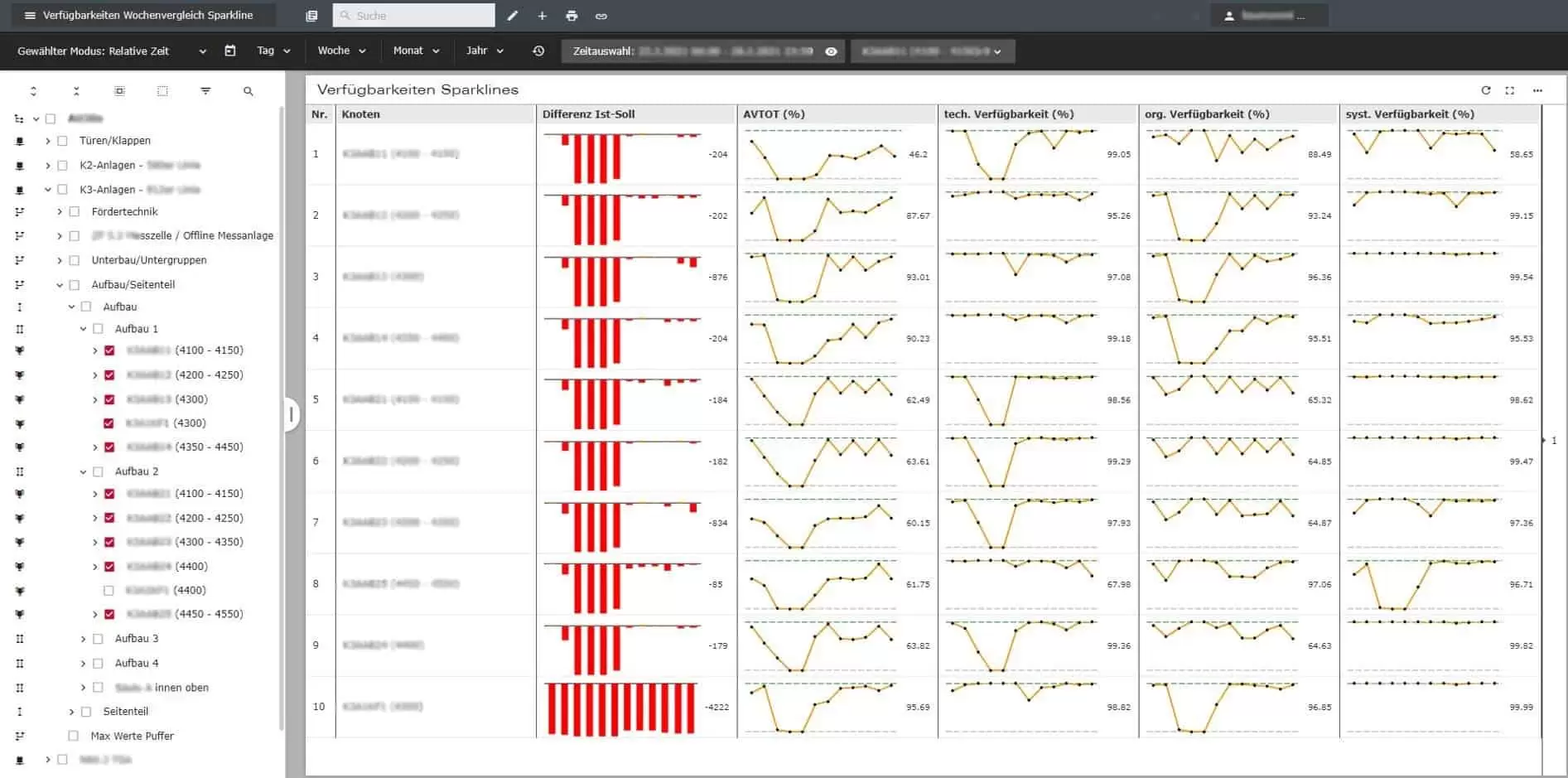
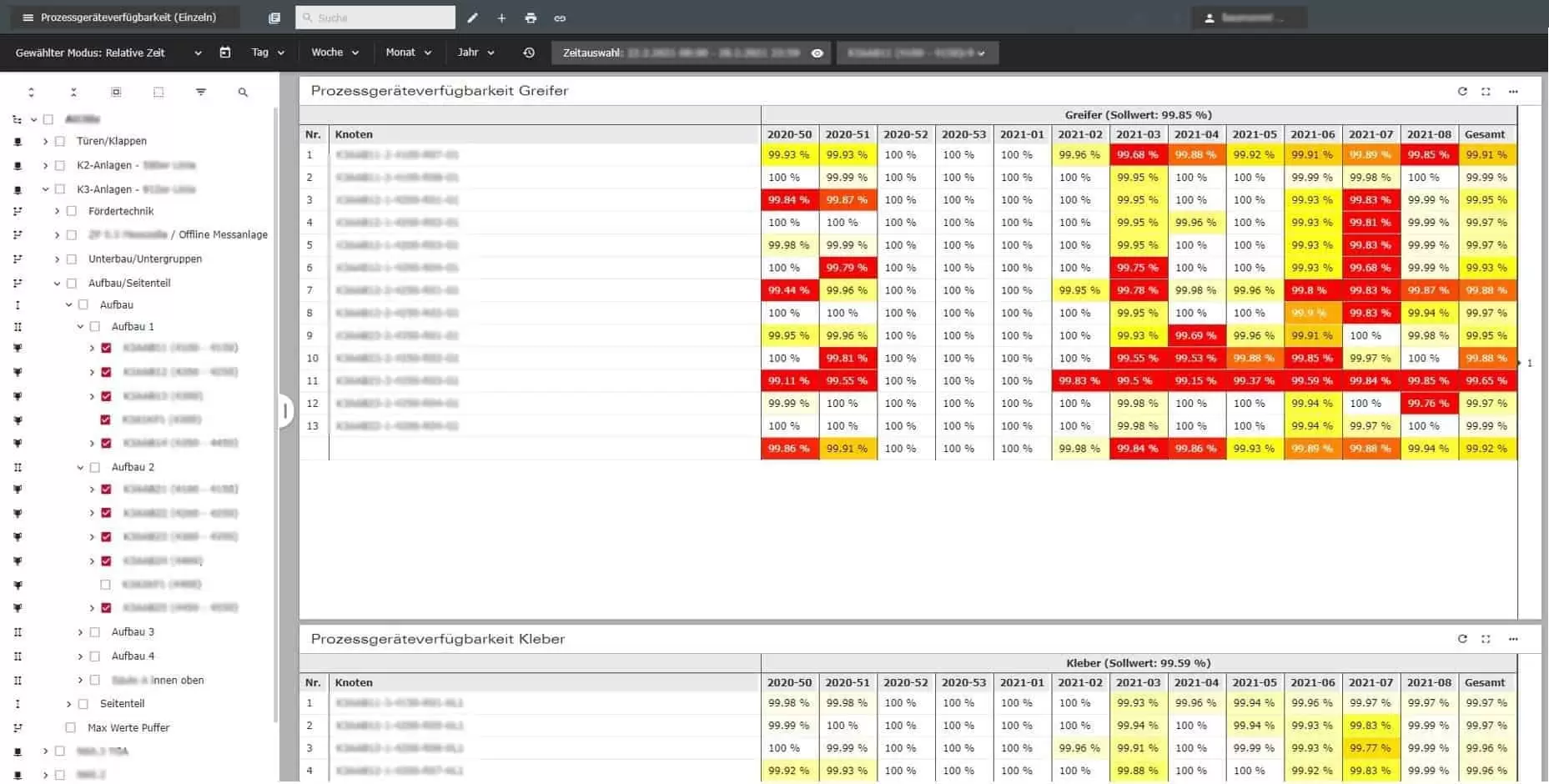
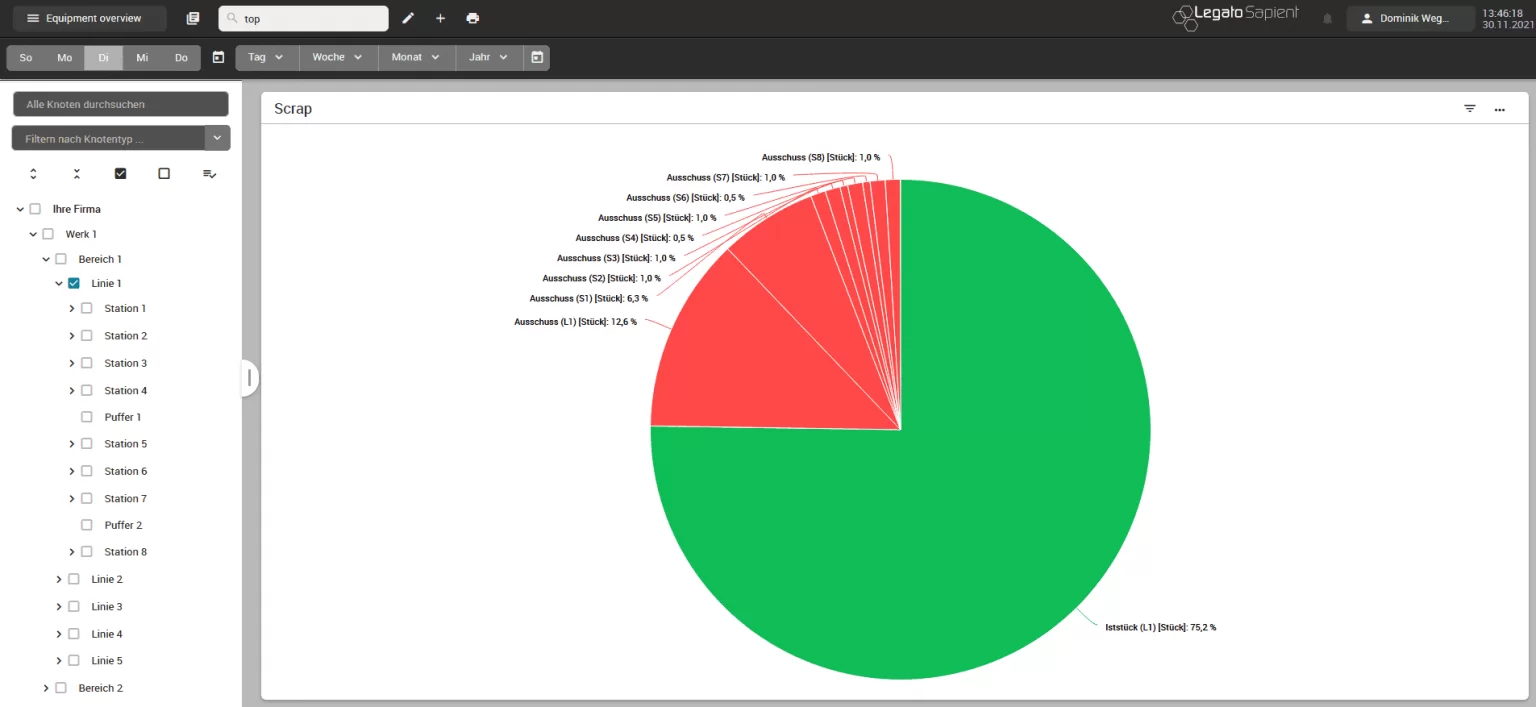
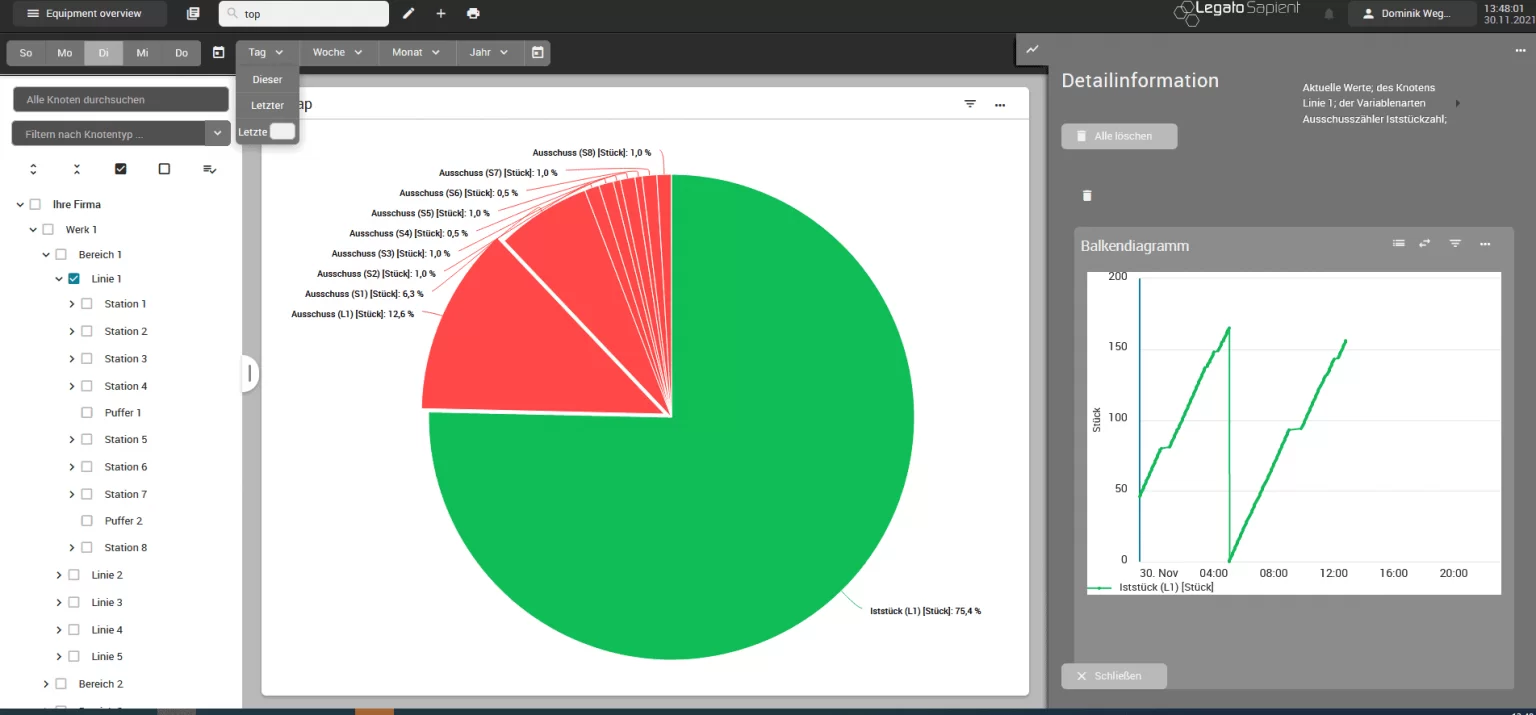
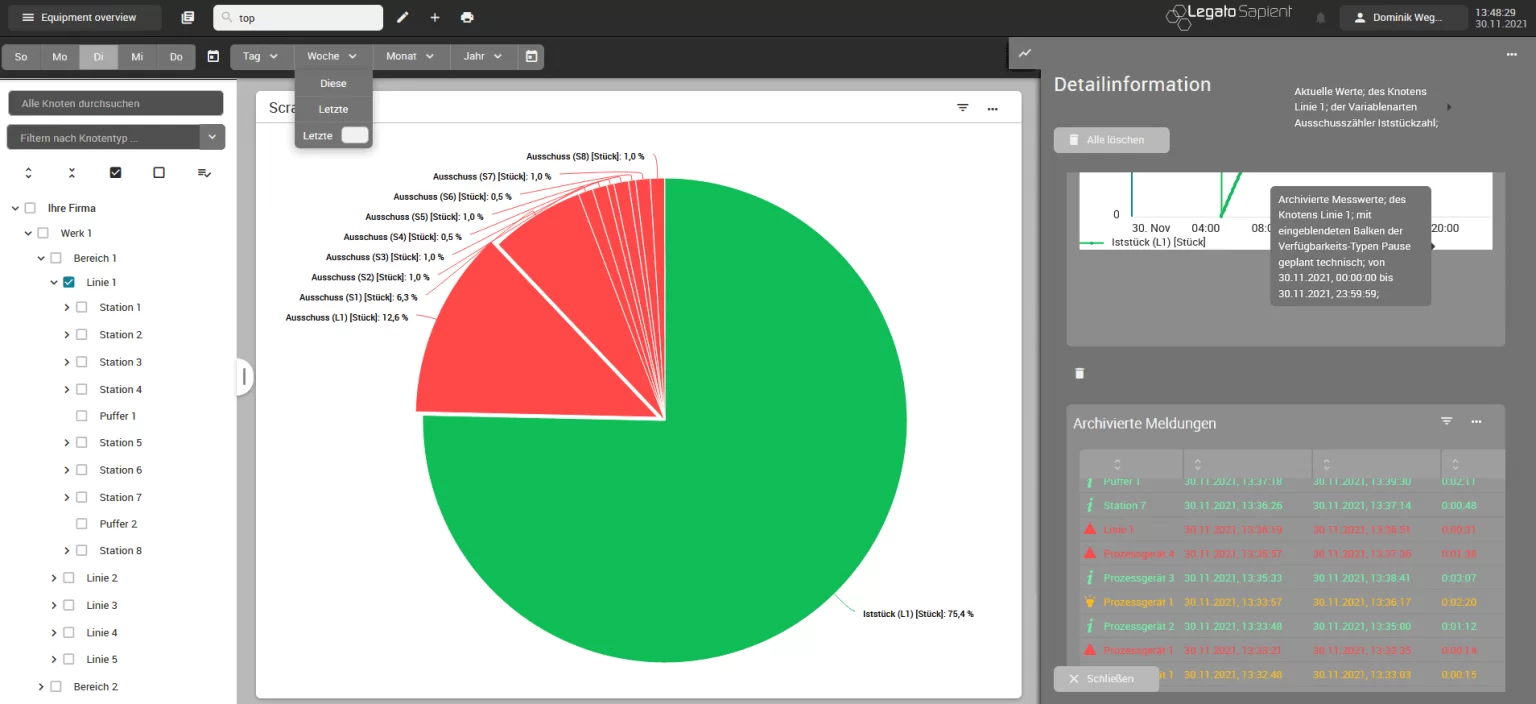
- OEE analysis with key figures on output, quality rate, machine availability, MTTR, MTBF, etc.
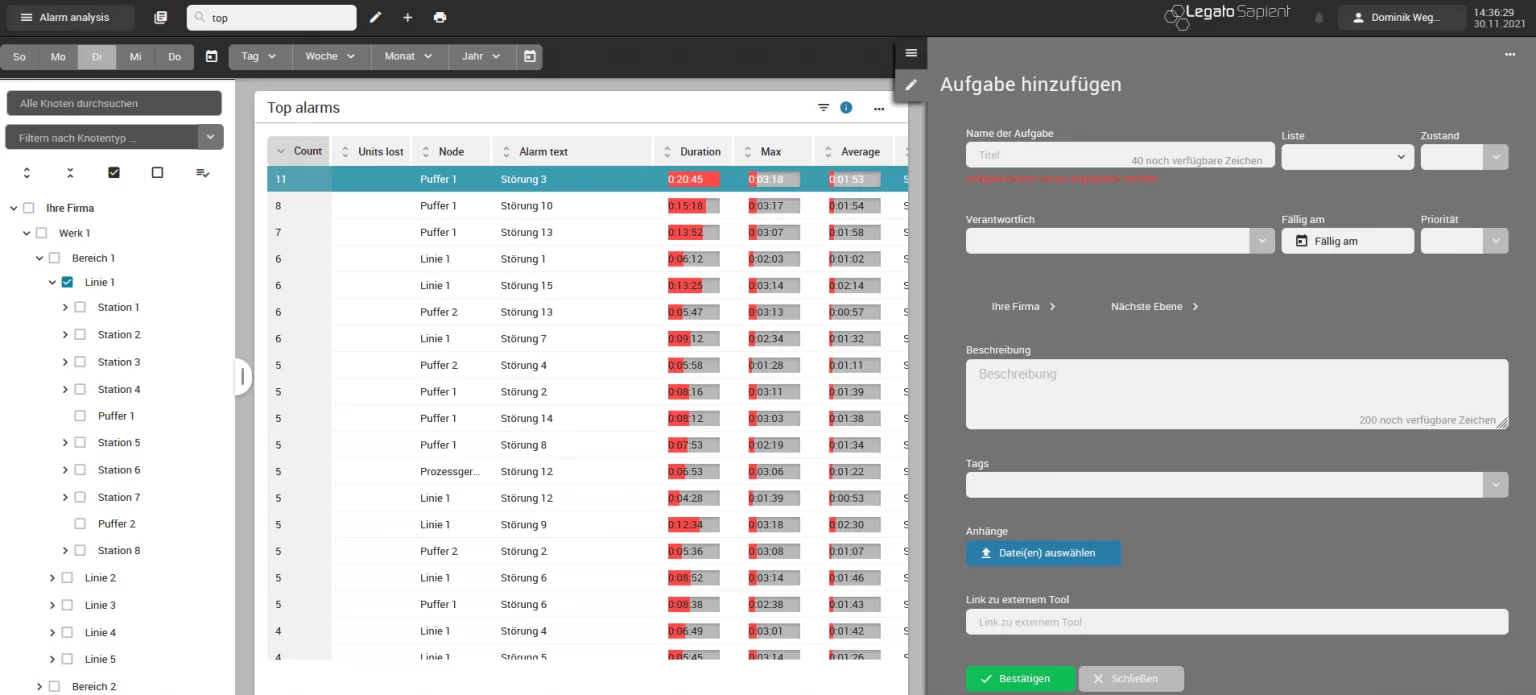
- Integrated action management
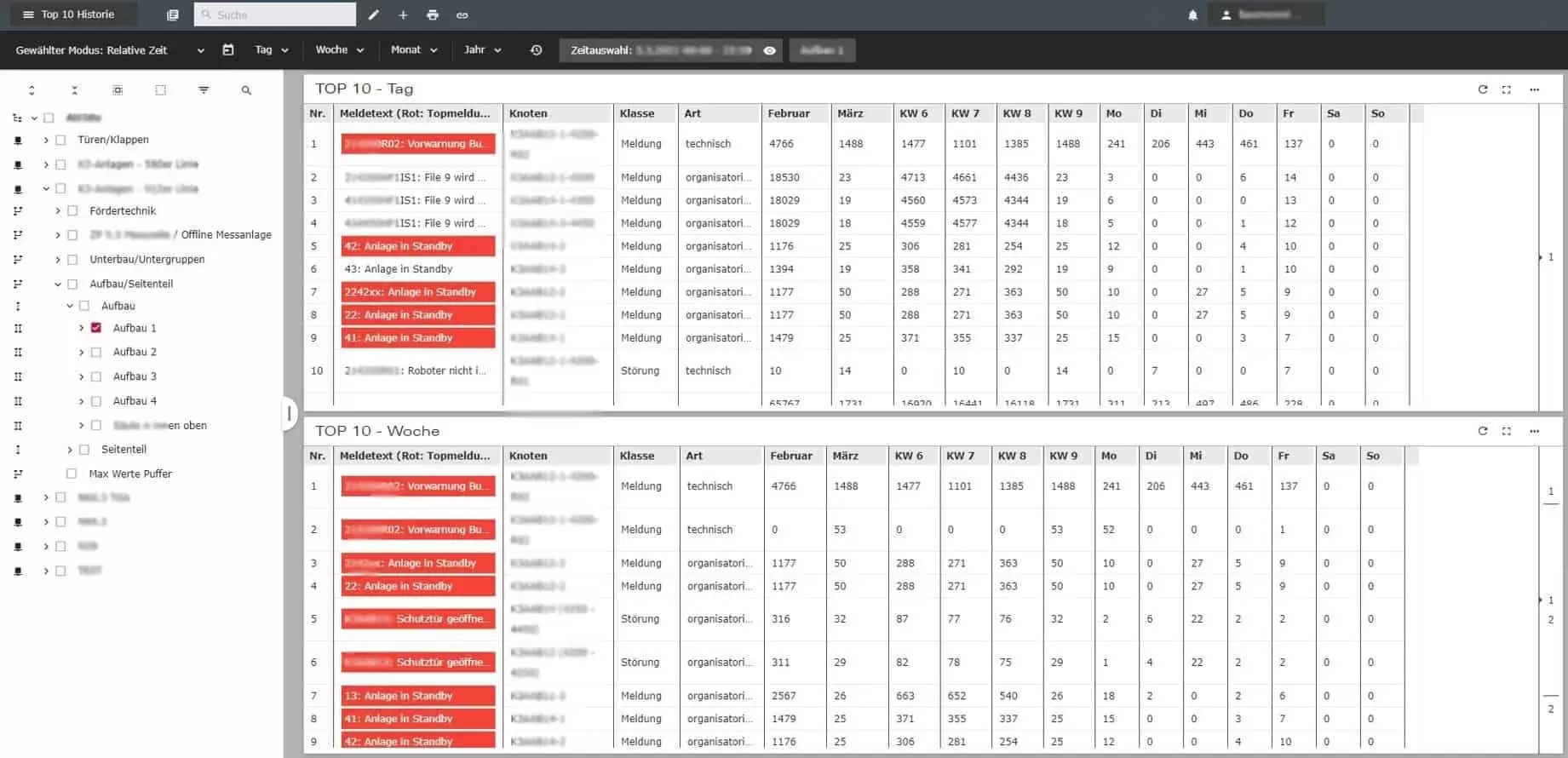
- Reducing the reaction time in case of machine downtimes
- Improvement of Overall Equipment Effectiveness
- Internal communication and collaboration
Discover the benefits for your industry and contact us for a presentation of Legato Sapient where we answer your questions about our software solution for OEE-monitoring.